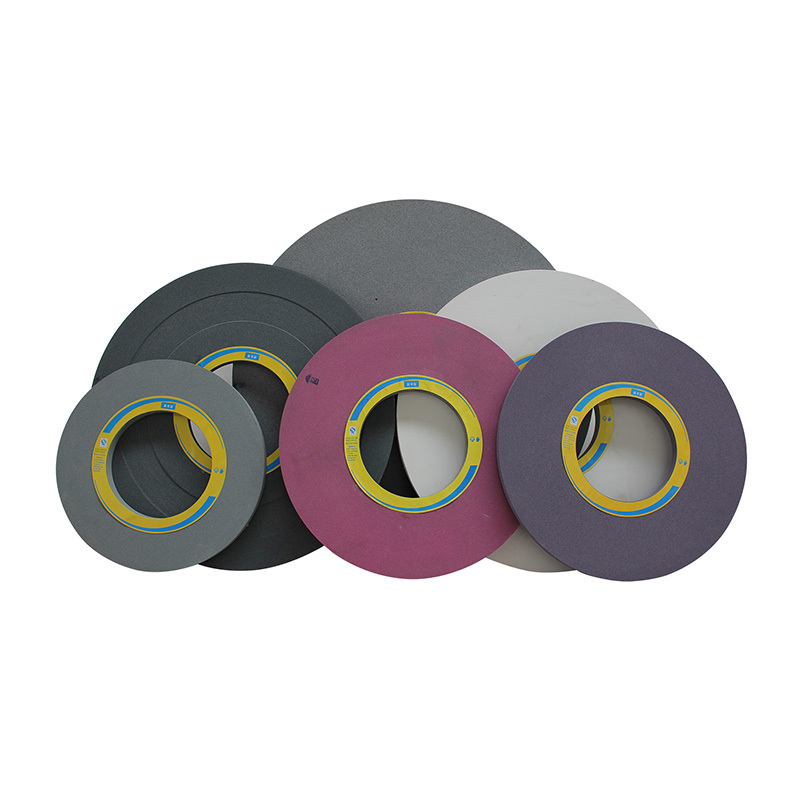
工具磨砂轮的材料特性
发布时间:
2020-10-21
工具磨砂轮粒度的选择,一般来说取决于待磨工件的表面粗糙度。颗粒大小是指磨料的颗粒大小,用颗粒数来表示。用平面磨床的粗晶砂轮磨割时,但工件表面粗糙。
用细粒度砂轮磨割工具磨砂轮,生产率较低。在满足粗糙度要求的前提下,在一定的条件下,应尽量选用粗晶砂轮,以保证较高的磨割效率。精磨一般用于精磨。但当砂轮的接触面积较大,应选用粗晶砂轮。
例如,当用工具砂轮磨割同一平面,通过磨割砂轮端面所选择的晶粒尺寸比用砂轮周边磨割所选择的晶粒尺寸更粗。硬度的选择(主要取决于磨割效率和表面质量),并且还有在外力作用下脱落的难易程度。以满足不同工件材料的磨割要求。
在制造砂轮中,将砂轮分为不同的硬度等级。如果砂轮过硬,砂轮容易堵塞,磨割热增加,影响工件表面质量;如果砂轮过软,砂轮过软时,磨粒仍会脱落并保持锋利,容易丢失正确的几何形状,影响工件精度。
因此,应综合考虑砂轮与工件的接触方式、磨割方式等因素,以及砂轮的结合剂类型。磨割软质材料中应选用硬质砂轮,磨割硬质材料中应使用软质砂轮。
磨割软硬有色金属,硬度应较软;磨割导热性能差的材料,砂轮应较软;磨割端面,砂轮硬度应较软;在相同磨割条件下,树脂结合剂金刚石砂轮的硬度比陶瓷结合剂砂轮高1/2级;砂轮转速较高,砂轮硬度可软化1/2级,有冷却液的砂轮硬度较干砂轮高1/2级。
陶瓷粘结剂是一种化学性质稳定、耐热性好、耐腐蚀性好、孔隙率高的无机粘结剂。用这种结合剂制成的砂轮具有磨割效率高、磨损量小、能较好地保持砂轮几何形状等优点,因此得到了广泛的应用。
适用于普通碳钢、合金钢、不锈钢、铸铁、硬质合金、有色金属等的磨割,但陶瓷结合剂砂轮易碎,不易剧烈振动。一般情况下只能以35m/s的速度使用,树脂粘结剂是有机粘结剂。
工具磨砂轮广泛应用于钢键磨割、铸件毛刺等粗磨、粗磨、切削、自由磨等。可生产高速、高光洁度、重载、切削等特殊要求的砂轮。
更多新闻
2021-02-03
2021-01-19
2021-01-11
2020-12-25
2020-12-10
分享到

全系列磨具专家

本网站已支持IPV4 / IPV6 双向访问